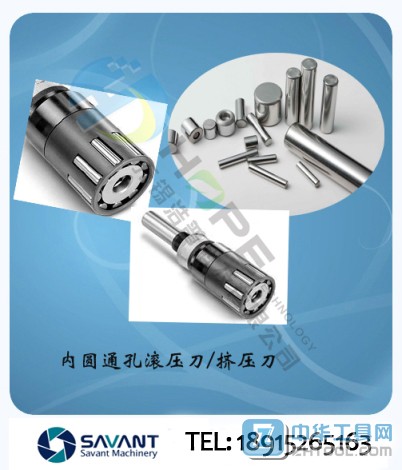
��������Բ������|�ڿ�ͨ��ѹ����|��ѹ������

- �������� ����
- �۸�Χ�� 750.00Ԫ/֧
- �������ڣ� 2015-01-20 03:32:48
- �� Ч �ڣ� 2015-07-20
- ��Ӧ������ 100
- �������տƼ�����˾
- �� ϵ �ˣ� ������(����)����
- �硡��������0510-82442260
- �ƶ��绰����18961863005
- �������棺��0510-84060001
- �ء���ַ������������·555��

��������Բ������|�ڿ�ͨ��ѹ����|��ѹ������
���ͻ�Ҫ���ơ��ͻ����ṩ�ӹ�ͼֽ������ֱ��˵��ʵ�ʼӹ��ߴ硣
�� ��Ʒ����
��ͳ�Ĵ�ĥ����ĥ����ӹ����ࡢ��������ļӹ������������������������Ч�ʵ��£�ԶԶ���������ִ�������������Ҫ�����ù�ѹ������������ʹ��Ʒ
��ѹ������Ŀǰ����������ľ���ӹ����ߣ������㷺��Ӧ���ڸ�����ҵ��
�� ��Ʒ����
��ѹ�����������������Lѹԭ���ӹ���������������ʹ������ѹ�Ĺ�������ﵽ����Ч���ĸ�Чר�ù��ߡ�
��ѹԭ������ѹ�ӹ����ɾ���Ӳ���߶���ĸ��ƹ��ӶԹ������������й�ѹ�����Ź���ʩ�ӵ�ѹ������������ϵ������㣬�����ı�������dz����ϵ��伷ѹ�����������α䣬ʹ�����γ�һ�������⻬�����͵ı��档��ѹ���߿���˲����ɳߴ������ͱ��澵���⣬�ߴ羫�ȼ��ߣ������־�������Ӳ����Ĺ������棬��ĥ�ԡ���ʴ�ԡ���ƣ�������Եõ���ߡ�
�� ��Ʒ�������ص�
1�����ȸߣ���Ʒ����Ԥ����ѹ�����þ����ѹ����һ�ξ�ѹ�Ϳ���ʹ��Ʒ����ֲڶȴ�Ra6.3um���ҽ���Ra0.2-0.05um֮�䣬Ψ��������Ra0.4-0.2um֮�䣻���л�е��װ�ã�ƫ�����ȷ��0.005mm���ڣ������������ߴ�һ�¡�ͨ�ס�ä�ס��ס����桢���桢�����ᶼ���Լӹ���ÿ֧������Χ0.5mm��
2�����������ӹ��澭��ѹ��Ħ��ϵ����С����������ĥ����ĥ�Եõ���ߣ��ܶ�������ʴ����ǿ������ܷ��ԣ�Ӳ�ȿ����40HV����ƣ��ǿ��������30%����Ч�����˳������ܡ�ð���Ρ�©����
3��Ч�ʸߣ�һ�μӹ��ٶ����ĥ��20����������̼ӹ�ʱ�䡣(��:Φ100��0.03×300�ף�1.5�����ھͿɼӹ��꣬Φ30��0.02×40�ף�10���ӾͿɼӹ����)��
4���ɱ��ͣ������۸�ʵ�ݣ���ͬ������Ʒ��1/10�����������С��������㣬�ɳ���ʹ�ã�ά���õͣ�ֻ��ת����λĥ�����غ�ֻҪ��������������ɣ��൱�ڹ�����һ̨�豸��
5��ʹ�ù㣺�����ڳ����ۡ��ꡢϳ���ӹ����Ļ����ػ���������ʹ�á�һ���̶���ȡ��������ĥ����ĥ����ĥ�����¡����ۡ������ȴ�ͳ���ա�ʡʱ��ʡ����ʡ���á�
6��Ӧ�ù㣺�㷺Ӧ���ں��ա�������Ħ�г���Һѹ�������������ҵ��
7�������ͣ����ϲ�����
�� ��Ʒ�Ĺ��
�ھ�ͨ�� �ӹ���Χ��Φ5mm-Φ350mm
�ھ�ä�� �ӹ���Χ��Φ9mm-Φ350mm
�⾶ �ӹ���Χ��Φ9mm-Φ350mm
���� �ӹ���Χ���ɸ���Ҫ������
���� �ӹ���Χ���ɸ���Ҫ������
���� �ӹ���Χ���ɸ���Ҫ������
�������⾶ �ӹ���Χ��Φ3mm-Φ80mm
������������Χ�ɸ����û�����Ҫ��������
Ī����������װ����ʽ���û���Ҫ������
�� ����������
1������ͷ��װ�ڻ���β���ϣ���ͷ��ת��������ת���������ͷ��װ�������ϣ���ͷת����������ת����ͷͨ������һ�μ��ɽ������ӹ��ɾ��档
2��������ס��ͷ��Ͳ�����������ת��������ͷֱ����ÿС��0.0025mm��
3����ͷ�빤��������ͬһ���ߣ�ʹ��ͷ˳ʱ�����ʱ����ת��
4����ͷ��������ת����ͷ�˳����Զ��������������˼ӹ����档
�� ע�����
1����������Ӳ��С��HRC40��
2��Ϊ�������ͷ����������ʱҪ���㹻����ȴҺ������Ҫ��ʱע����ϴ���ú�Ҫ���Ʊ��档
3������Ҫ���㹻�ıں�Ӧ��������15%���ں���ʱӦ�ڼ��ٱں�ǰ���мӹ�������һ���ͼ�֧���ܱߡ�
4���ӹ�ä��ʱ����ͷ�ӽ���Լ1�����������ӹ���
5��Ԥ�������������ο���Ϊ�˻������Ĺ���������Ӧ���ݹ����������������Ҫ�Dz��ʡ�Ӳ�ȡ���ǰ�ֲڶȵȣ�����ѡ����������ǰӦ�Լӹ�2-3����
|
����ֱ�� |
5.0-14 |
15-24 |
25-44 |
45-85 |
86-200 |
201-300 |
|
|
�������� |
0.007-0.02 |
0.01-0.025 |
0.015-0.030 |
0.02-0.035 |
0.03-0.06 |
0.05-0.08 |
|
6������ת��������������ο���
|
����ֱ�� |
5.0-14 |
15-24 |
25-44 |
45-74 |
75-99 |
100-139 |
140-200 |
201-300 |
|
ת�٣�n/r�� |
500-800 |
400-700 |
300-600 |
250-500 |
150-300 |
80-200 |
50-120 |
20-80 |
|
��������mm/r�� |
0.1-0.4 |
0.2-0.6 |
0.3-1.0 |
0.5-1.5 |
0.6-1.8 |
0.8-2.5 |
1.2-3.0 |
1.5-3.5 |
�ھ��������ͷ�����ͣ�
|
����ֱ�� |
5.0-41 |
42-51 |
52-64 |
65-74 |
75-84 |
85-99 |
100-130 |
131-150 |
|
�ӹ����� |
30��50��70 |
147 |
164 |
164 |
164 |
217 |
217 |
217 |
|
����ֱ�� |
151-170 |
171-190 |
191-220 |
221-240 |
241-260 |
261-280 |
281-300 |
|
�ӹ����� |
217 |
217 |
235 |
235 |
235 |
235 |
235 |